
Техническое руководство: Устранение дефектов хромирования и прецизионная обработка валов длиной до 10,6 м
2026-03-13 08:27:04
Техническое руководство: Устранение дефектов хромирования и прецизионная обработка валов длиной до 10,6 м
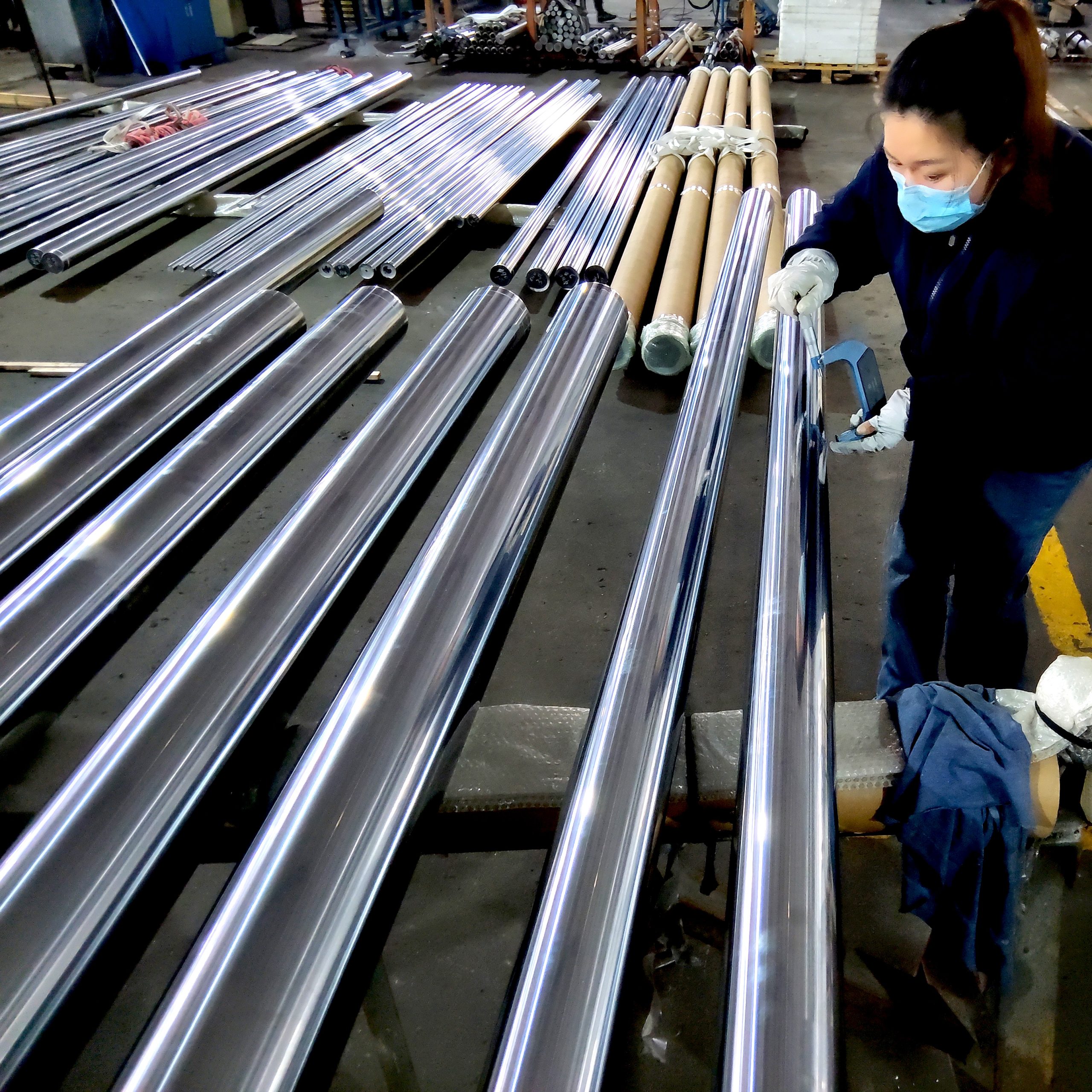
В производстве критически важных компонентов, таких как высокочастотный закаленный шток и прецизионный направляющий вал, качество гальванического покрытия напрямую зависит от подготовки поверхности и контроля электролиза. Наша компания обладает уникальной возможностью производить хромированные штоки по индивидуальному заказу длиной до 10,6 метра, обеспечивая стабильное качество на всей протяженности изделия.

1. Решение проблем дефектов твердого хромирования
Отслоение и неравномерная толщина (Peeling & Uneven Thickness)
-
Специфика длинных валов: При обработке валов до 10,6 м главной проблемой является падение напряжения и неравномерное распределение тока.
-
Решение: Мы используем сегментированные вспомогательные аноды и многоточечный подвод тока. Для исключения отслоения на стали 42CrMo4 применяется усиленное анодное травление непосредственно в хромовой ванне.
Трещины и водородная хрупкость (Cracking & Hydrogen Embrittlement)

-
Причина: Внутренние напряжения, возникающие при закалке ТВЧ и электролизе.
-
Решение: Обязательный низкотемпературный отпуск (обезводороживание) в специализированных печах длиной 11 метров при температуре 200°C в течение 3-4 часов после хромирования.
Пористость и “песчаные поры” (Pitting)

-
Решение: Использование современных ПАВ (смачивателей) для быстрого удаления пузырьков водорода с поверхности штока и непрерывная глубокая фильтрация электролита для удаления микрочастиц.
2. Шлифование и полирование: Фундамент качества
Для механической обработки валов на заказ качество подготовки поверхности перед хромированием составляет 70% успеха.
-
Предотвращение прижогов: При шлифовании длинных валов (до 10,6 м) критически важна стабильность охлаждения. Прижоги вызывают термические напряжения, которые приводят к отслоению хрома.
-
Чистота поверхности: Оптимальная шероховатость перед гальваникой — Ra 0,2–0,4 мкм.
-
Геометрия: Использование люнетов при шлифовании позволяет добиться исключительной прямолинейности заготовки, что является залогом равномерной толщины хрома.
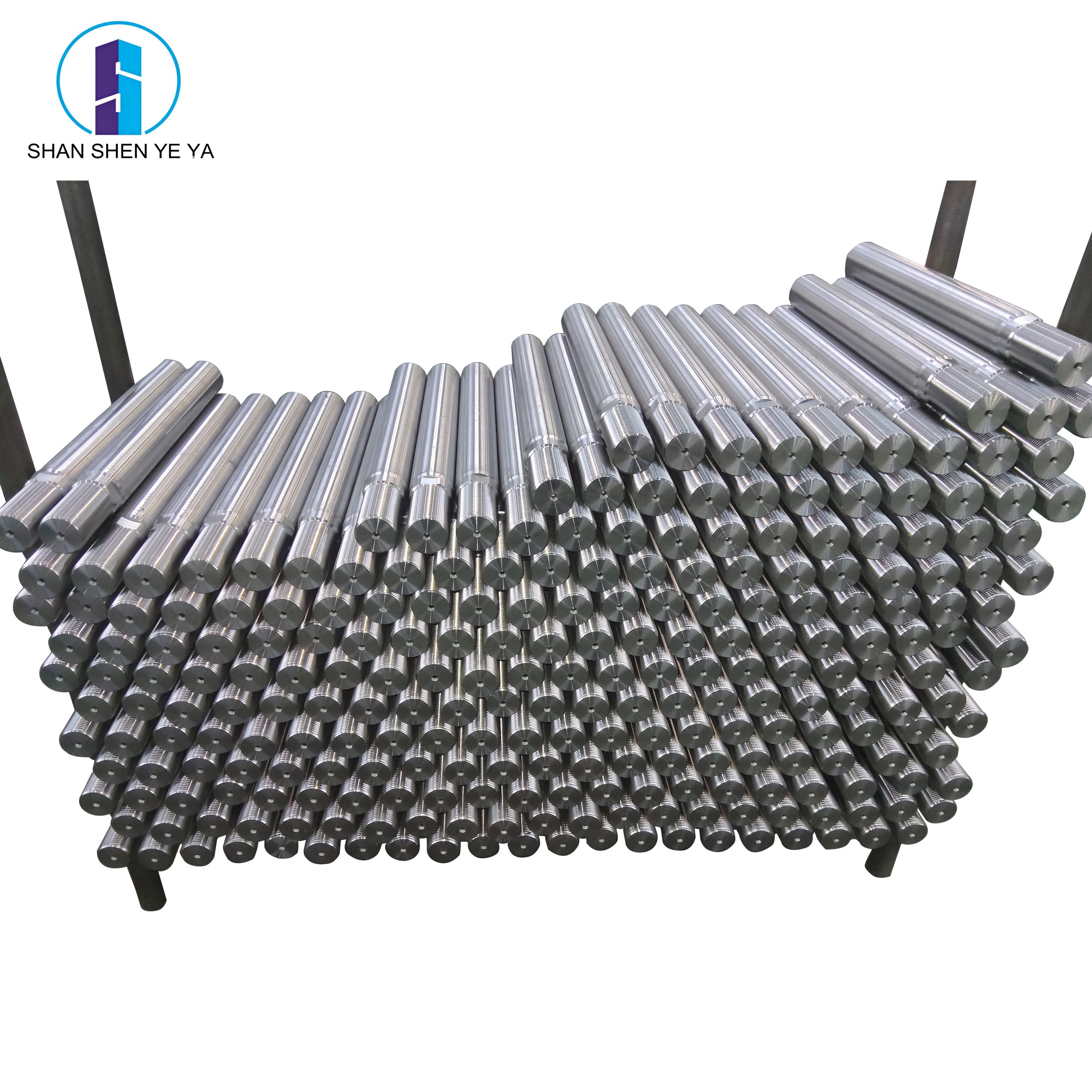
3. Наши возможности: Кастомизация и Сверхдлинные решения
Мы предлагаем комплексные услуги для мирового рынка машиностроения:
-
Уникальная длина до 10,6 м: Специализированное изготовление механических валов сверхбольшой длины для тяжелой техники и гидроцилиндров.
-
Индивидуальный заказ (Customized Processing): Изготовление по чертежам заказчика из сталей CK45, 40Cr, 42CrMo4, нержавеющей стали 304/316.
-
Высокочастотная закалка (Induction Hardening): Глубина закаленного слоя согласно требованиям проекта, твердость поверхности до HRC 60.
-
Направляющие колонны (Custom Guide Pillars): Точность допусков F7/F8, идеальная износостойкость.
Альтернативные покрытия: Лазерная наплавка, керамическое напыление, QPQ-процесс и DLC-покрытия для работы в агрессивных средах.