
Руководство по твердому хромированию прутков из стали SAE 4140: Технологические вызовы, решения и прецизионная подготовка
2026-03-09 04:57:59
Руководство по твердому хромированию прутков из стали SAE 4140: Технологические вызовы, решения и прецизионная подготовка
Аннотация: Сталь SAE 4140 (аналог 42CrMo4 / 40Х) является предпочтительным материалом для тяжелонагруженных штоков гидроцилиндров. Однако высокое содержание легирующих элементов (Cr, Mo) делает процесс гальваники более сложным по сравнению с обычными углеродистыми сталями. В данной статье подробно рассмотрены технические параметры и рекомендации на всех этапах – от шлифовки до хромирования.
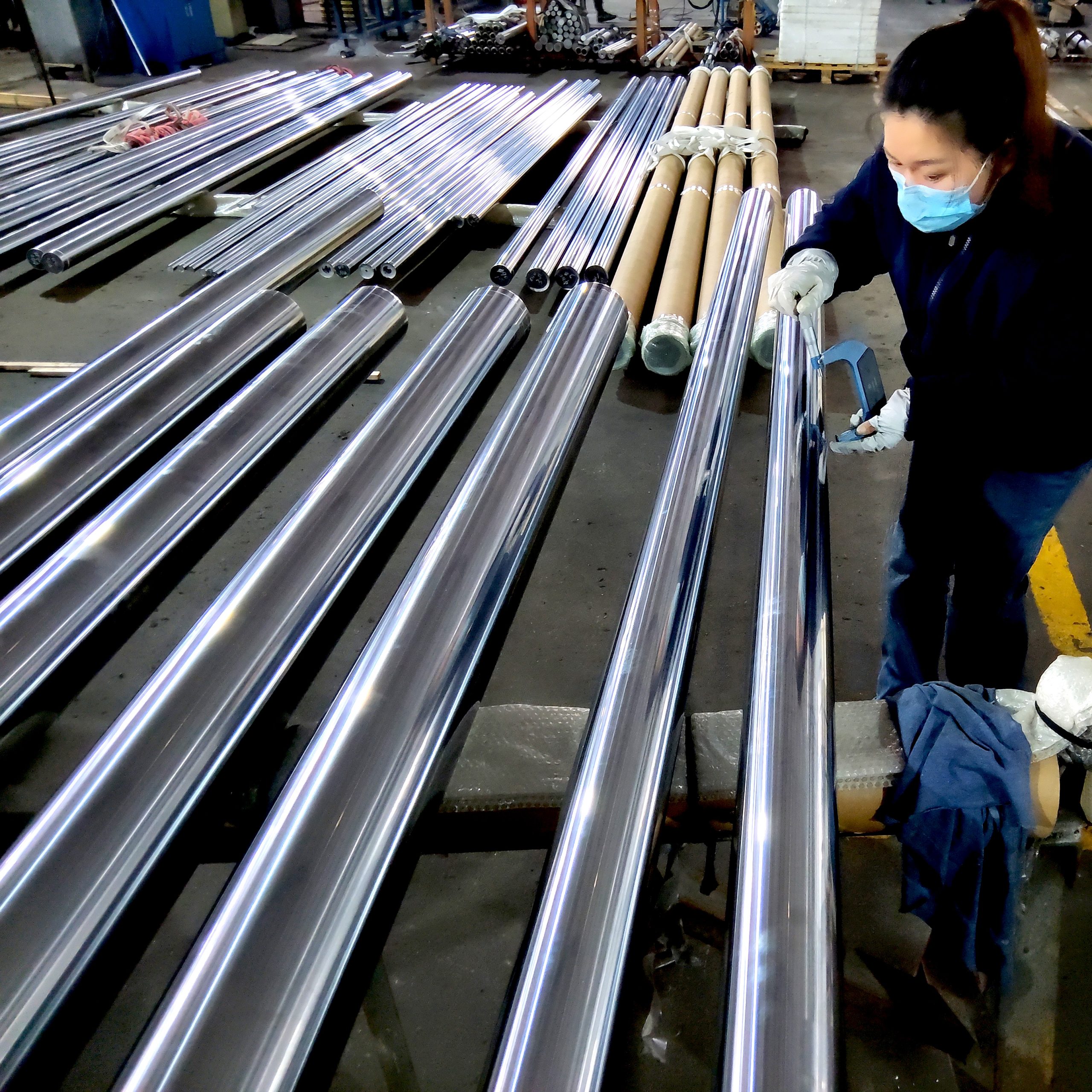
42CrMo4 (1.7225) pic
I. Шлифовка и полировка: Критическая подготовка поверхности
Качество покрытия на 70% зависит от состояния поверхности перед гальваникой. Для стали SAE 4140 необходимо соблюдать следующие правила:
1. Этап шлифования (Grinding)
- Предотвращение прижогов: После термообработки (закалка + отпуск) сталь 4140 имеет высокую твердость (HRC 28-34). Шлифование может вызвать локальный перегрев («прижоги»), что меняет структуру металла и ведет к отслоению хрома.
- Рекомендация: На этапе чистового шлифования подача должна составлять 0,005 – 0,01 мм. Используйте обильное охлаждение и своевременную правку круга.
- Шероховатость: Перед хромированием значение шероховатости должно быть ниже Ra 0,4 мкм.
- Параметр: Идеальный диапазон – Ra 0,2 – 0,3 мкм, что обеспечивает лучшую адгезию атомов хрома.
2. Этап полировки (Polishing)
- Снятие микронапряжений: Остаточные микроволны после шлифовки должны быть удалены суперфинишной полировкой.
- Контроль чистоты: Запрещается использование полировальных паст с содержанием силикона, во избежание появления «пор» в покрытии.
II. Основные проблемы и контроль параметров при хромировании SAE 4140

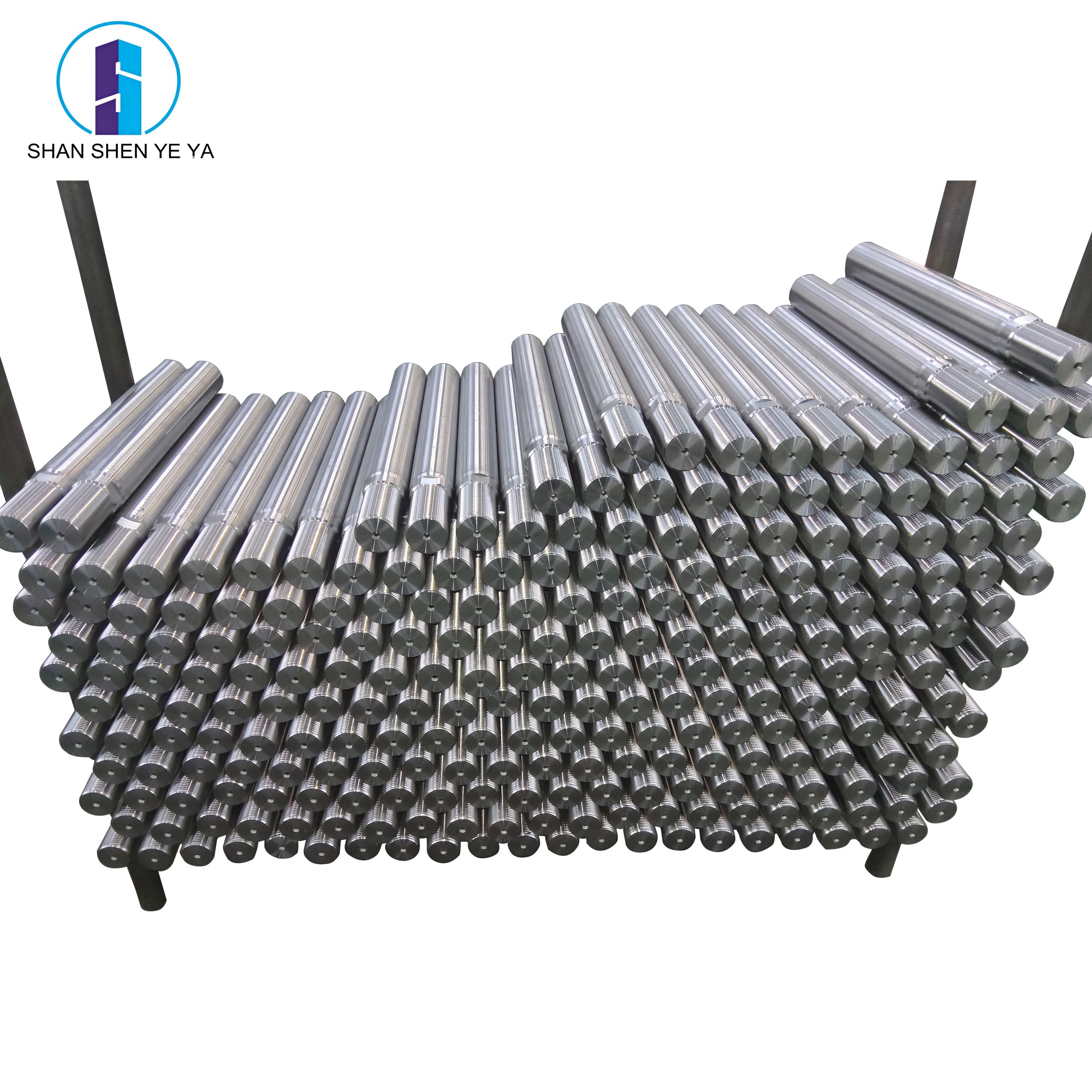
42ХМ
Проблема 1: Водородная хрупкость (Hydrogen Embrittlement)
Высокопрочные стали, такие как 4140, активно поглощают водород при гальванике, что может привести к внезапному разрушению штока под нагрузкой.
- Решение:
- Предварительный нагрев: Перед погружением в ванну выдержать деталь в горячей воде (50°C – 60°C) в течение 10 минут.
- Обезводороживание (Термообезвоживание): В течение 4 часов после гальваники отправить деталь в печь.
- Параметры: Выдержка при температуре 200°C ± 10°C в течение 8 – 12 часов.
Проблема 2: Плохая адгезия покрытия (Adhesion Failure)
На поверхности 4140 быстро образуется пассивная пленка из-за хрома и молибдена, что ведет к отслаиванию слоя.
- Решение: Анодное травление (Anodic Etching)
- Обработка обратным током перед началом процесса для активации поверхности.
- Параметры: Плотность тока 30 – 40 А/дм², время 30 – 60 секунд.
Проблема 3: Недостаточная твердость покрытия
- Решение: Оптимизация электролита и плотности тока
- Температура: Строго 55°C ± 2°C (повышение температуры снижает твердость).
- Плотность тока: Рекомендуется 45 – 55 А/дм².
- Целевая твердость: Слой хрома должен иметь твердость в диапазоне HV 850 – 1050.
III. Мощный механический вал Сводная таблица технических параметров (Для SAE 4140)
| Процесс | Ключевой параметр | Требование |
| Термообработка | Твердость основы | HRC 28 – 34 |
| Чистовая шлифовка | Шероховатость Ra | $le 0,3$ мкм |
| Активация | Анодное травление | 30-40 А/дм², 45 сек |
| Температура ванны | Рабочая темп. | $52°C – 58°C$ |
| Толщина хрома | Слой покрытия | Согласно заказу (обычно 20-50 мкм) |
| Обезводороживание | Печь (Baking) | $200°C$, 8-12 часов |
| Финальная полировка | Финишное Ra | $le 0,2$ мкм |
IV. Рекомендации для заказчика (Action Advice)
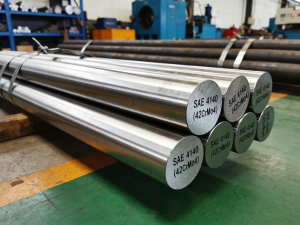
42CrMo4 Chrome-plated rods
Высокопрочный хромированный поршневой шток
Как поставщик, мы рекомендуем при закупке прутков из 4140 проверять три пункта:
- Протокол термообезвоживания: Убедитесь, что завод провел 8-часовую выпечку сразу после гальваники. Это гарантия от поломки штока.
- Плотность микротрещин: Качественный слой хрома должен иметь 300-600 микротрещин на см для удержания смазки и прохождения теста в соляном тумане (NSS 120ч+).
- Состояние основы: Мощный поршневой шток Запрещено наносить хром на отожженную (мягкую) сталь 4140, иначе возникнет «эффект яичной скорлупы» (продавливание покрытия).
Заключение: На новом заводе Wuxi Shanshen внедрена независимая система контроля качества для стали SAE 4140. От прецизионной шлифовки кругами немецкого производства до автоматизированных линий гальваники с обязательным циклом дегазации – каждый пруток является воплощением нашего стремления к совершенству.Заключение: На новом заводе Wuxi Shanshen внедрена независимая система контроля качества для стали SAE 4140. От прецизионной шлифовки кругами немецкого производства до автоматизированных линий гальваники с обязательным циклом дегазации – каждый пруток является воплощением нашего стремления к совершенству.Заключение: На новом заводе Wuxi Shanshen внедрена независимая система контроля качества для стали SAE 4140. От прецизионной шлифовки кругами немецкого производства до автоматизированных линий гальваники с обязательным циклом дегазации – каждый пруток является воплощением нашего стремления к совершенству.