
Технологическая инструкция производства хромированных штоков стали CK45 (сталь 45) с гарантированной стойкостью к коррозии 200 часов в камере соляного тумана
2026-06-05 06:56:07
Введение и проблематика эксплуатации гидросистем
В производстве и ремонте гидроцилиндров для строительной, дорожной, карьерной техники и портовых кранов, эксплуатируемых в суровых климатических зонах стран СНГ (РФ, Беларусь, Казахстан, Украина), ключевым фактором надежности является коррозионная стойкость штока. Стандартный шток хромированный полнотелый с однослойным покрытием выдерживает всего 50–100 часов в камере нейтрального соляного тумана (НСТ). В условиях воздействия низких температур, высокой влажности и дорожных антигололедных реагентов такое покрытие быстро покрывается сквозными питтингами, начинает вздуваться и отслаиваться.
Наше предприятие поставляет высококоррозионностойкие хромированные прутки, проходящие жесткий тест на соляной туман 200 часов (NSS) без образования очагов коррозии. Ниже представлен детальный разбор полного цикла прецизионной обработки и гальванического производства по международным и межгосударственным регламентам.
Сущность технологии: Система пятиступенчатого барьера
Обычный твердый хром обладает естественной микротрещиноватой структурой. Для достижения 200 часов коррозионной стойкости мы применяем замкнутый технологический цикл: Объемная термообработка (улучшение) + Прецизионное бесцентровое шлифование + Двухслойное комбинированное хромирование + Нано-запечатывание микропор + Герметичная экспортная упаковка.
Технологический процесс по этапам (Стандарт 200 часов НСТ)
Этап 1: Входной контроль металлопроката и объемная термообработка (улучшение)
До 80% дефектов хромового покрытия закладываются на этапе подготовки заготовки из-за внутренних напряжений или неметаллических включений.
-
Выбор металлопроката: Используется исключительно калиброванная сталь CK45 (аналог сталь 45 по ГОСТ 1050-2013 / C45E по EN 10083) с обязательным ультразвуковым контролем сплошности (УЗК) для исключения раковин, пор и шлаковых включений.
-
Термическая обработка (Улучшение): Прутки проходят цикл «закалка + высокий отпуск». Закалка при температуре 840–860 градусов по Цельсию с охлаждением в масле или полимерной среде, с последующим отпуском при 550–600 градусов по Цельсию.
-

Tempered steel base / Quenched tempered piston rod
Технические параметры: Металл приобретает структуру сорбита отпуска с твердостью HRC 28–32 (HB 269–302). Это полностью снимает внутренние механические напряжения, исключает риск водородного растрескивания и гарантирует высокую ударную вязкость при критических углах изгиба в условиях экстремальных холодов Сибири и Крайнего Севера (минус 40 градусов).
Этап 2: Прецизионная механическая обработка и зеркальное шлифование
Шероховатость заготовки напрямую влияет на равномерность распределения силовых линий тока при гальванике.
-
Обдирка и удаление декарбонизированного слоя: Выполняется бесцентровая токарная обработка для снятия обезуглероженного слоя. На торцах прутков формируются плавные радиусные галтели и фаски (15–30°), что предотвращает подгары хрома на углах из-за высокой плотности тока.
-

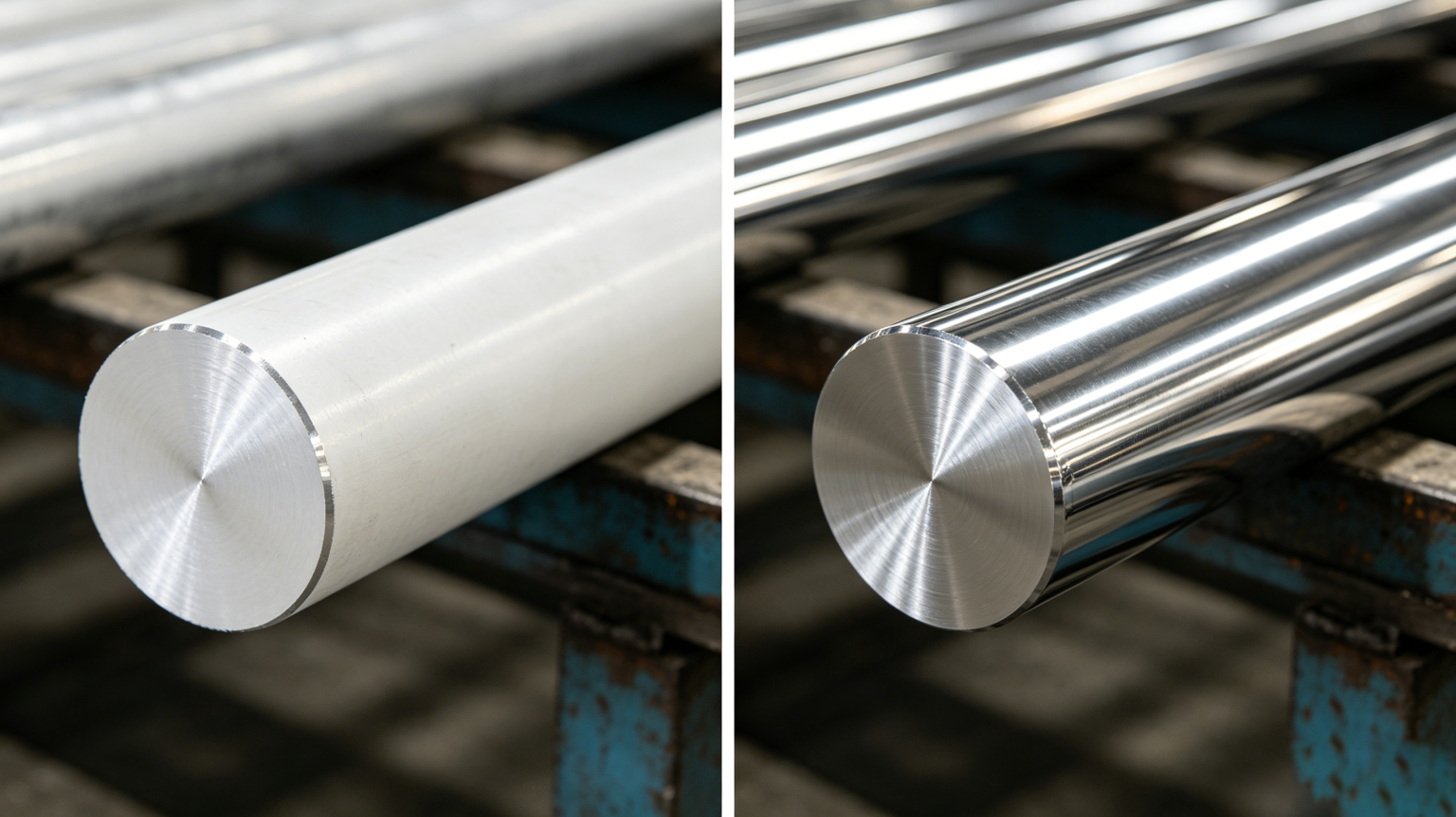
Precision grinding and mirror polishing guarantee tight f7 tolerance and ultra-smooth surface, effectively reduce plating pinholes for better anti-corrosion.
Финишное круглое шлифование: На прецизионных бесцентрово-шлифовальных станках деталь доводится до шероховатости поверхности Ra ≤ 0.20 мкм (максимум Ra ≤ 0.35 мкм). Допуск на наружный диаметр строго соответствует классу точности ISO f7 (ГОСТ 25347).
Этап 3: Химическая подготовка поверхности и ультразвуковая очистка
Любые следы смазки или невидимая оксидная пленка нарушают адгезию покрытия на атомарном уровне.
-

High-temperature Alkaline Degreasing / Hot Caustic Cleaning
Горячее обезжиривание: Прутки погружаются в ванну со щелочным раствором при температуре 75–80 градусов по Цельсию одновременным воздействием ультразвуковых колебаний на 15–20 минут.
-

Multi-stage Counter-current Pure Water Rinsing
Многоступенчатая промывка: Промывка в каскадных ваннах деионизированной водой (электропроводность $< 10$ мкСм/см) полностью смывает щелочь.
-
Активация (Декапирование): Кратковременное погружение в 5%–10% раствор $\text{HCl}$ для удаления пассивных оксидов без растравливания подложки.

-
Контроль смачиваемости: При извлечении из воды водяная пленка на металле должна оставаться непрерывной более 30 секунд. При малейшем разрыве пленки вся партия отправляется на повторный цикл очистки.
Этап 4: Двухслойное композиционное хромирование
Стандартное однослойное хромирование толщиной до 20um имеет сквозные микротрещины. Наша технология двухслойного хромирования штоков позволяет полностью блокировать доступ агрессивных сред к стали.
+-------------------------------------------------------------+
| Верхний слой: Твердый износостойкий хром (17 - 22 мкм) | <- Микротвердость 850+ HV0.1
+-------------------------------------------------------------+
| Нижний слой: Плотный молочный хром (15 - 20 мкм) | <- Беспористая структура, барьер
+-------------------------------------------------------------+
| Подложка: Улучшенная сталь CK45 / Сталь 45 (HRC 28-32) | <- Мелкозернистая структура сорбита
+-------------------------------------------------------------+
-
Нижний слой: Беспористый молочный хром (15–20 мкм)
-
Duplex Chrome
Осаждается при повышенных температурах электролита и умеренной плотности тока. Образует пластичный слой хрома без микротрещин, который работает как сплошной гидроизоляционный барьер, исключающий проникновение хлоридов к стальной подложке.
-
-
Верхний слой: Твердый износостойкий хром (17–22 мкм)
-
Формирует финишную рабочую поверхность с микротвердостью слоя хрома не менее 850 HV0.1 (HRC 65+). Он воспринимает все механические нагрузки, трение о манжеты и защищает шток гидроцилиндра от абразивного износа.
-
-

9 Meters Horizontal Hard Chrome Plating Tank / Duplex Chrome Plating Tank(Milky+Hard Chrome)
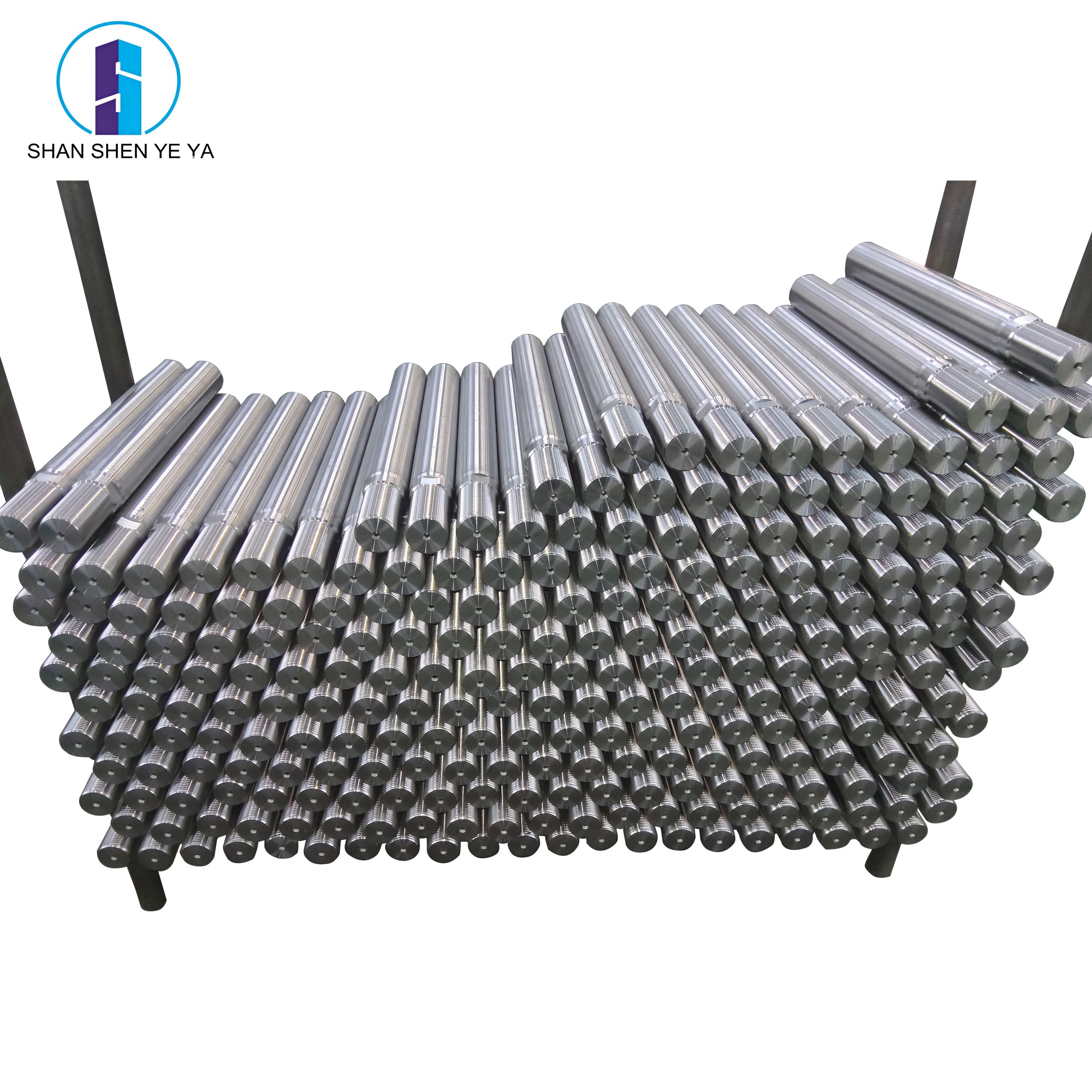
Общие параметры: Общая толщина хромового покрытия составляет 35–42 мкм (вместо стандартных 20 um). Постоянное вращение вала в гальванической ванне обеспечивает разнотолщинность покрытия не более <=+- 2um.
Этап 5: Термодесорбция водорода и финишное гидрофобное запечатывание
-
Обезводороживание (Термоотпуск): В процессе хромирования происходит бурное выделение водорода, вызывающее водородную хрупкость. Штоки немедленно перемещаются в печь для выдержки при температуре 100°C–120°C в течение 30–60 минут. Это снимает внутренние напряжения в хромовой матрице.
-
Капиллярное ингибирование (Запечатывание пор):
-
Вариант для умеренного климата: Обработка импортным жидким силан-полимерным силером, который за счет капиллярного эффекта проникает в микротрещины верхнего слоя твердого хрома и полимеризуется при нагреве, намертво запечатывая каналы сквозной коррозии.
-
Вариант для Арктики и Крайнего Севера: Нанесение специализированного консервационного состава с ингибиторами коррозии, устойчивыми к температурным шокам доминус 50 градусов по Цельсию и воздействию соляных растворов уборочной техники.
-
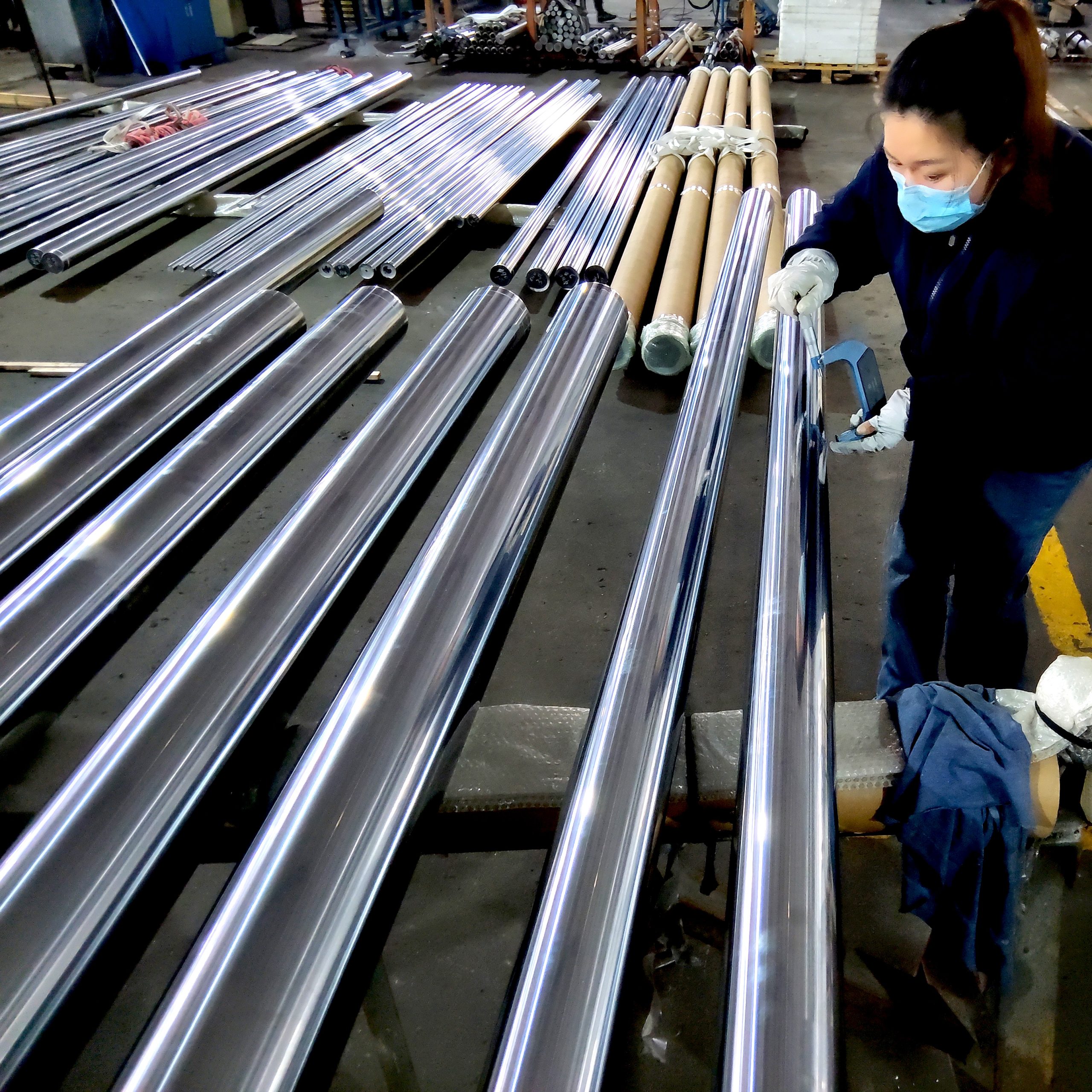
Этап 6: Выходной технический контроль (ОТК) и логистическая упаковка
-
100% Инспекция ОТК: Каждая единица проверяется цифровыми вихретоковыми толщиномерами, лазерными микрометрами и профилометрами. От каждой плавки образцы-свидетели отправляются в лабораторию.
-
Усиленная упаковка для транспортировки на дальние расстояния: Поверхность покрывается защитным маслом, далее наносится ингибированная антикоррозийная бумага + многослойная PE стретч-пленка. На торцы устанавливаются толстостенные пластиковые защитные тубусы (колпаки) для предотвращения забоин резьбы. Продукция упаковывается в жесткие деревянные ящики (фумигированные по стандарту ISPM-15) для защиты от конденсата («контейнерного дождя») при пересечении нескольких климатических зон.
Критические ошибки при производстве хромированных прутков
-
Нанесение хрома на сырой (неулучшенный) прокат: Сталь без термообработки обладает крупнозернистой структурой, что приводит к быстрому отслаиванию хрома под знакопеременной нагрузкой.
-
Занижение толщины покрытия менее 30 микрон: Однослойная технология не способна перекрыть микротрещины хрома, из-за чего коррозия проявляется уже на 80-й час теста НСТ.
-
Отсутствие скругления кромок: Острые края вызывают локальную концентрацию электрического поля, приводя к образованию хрупкого, “сожженного” хромового осадка.
Соответствие стандартам ГОСТ, СТ РК, СТБ и ДСТУ
Каждая отгружаемая партия сопровождается паспортом качества и сертификатом соответствия, полностью легализованным для применения на территории ЕАЭС и Восточной Европы:
-
Проведение испытаний на коррозию: Метод нейтрального соляного тумана по ГОСТ 9.308 (ISO 9227) в течение 200 часов.
-
Оценка результатов: По системе ГОСТ 9.302 / ISO 10289 с показателем Rp = 9.5 – 10 баллов (полное отсутствие следов сквозного разрушения и ржавчины).
-
Геометрия и допуски: Контроль размеров по системе ГОСТ 25347 (ISO f7), шероховатость по ГОСТ 2789 (Ra ≤ 0.2 мкм).